
In the modern packaging industry, bubble wrap has become an important material for protecting fragile items and improving logistics efficiency. With the continuous growth in packaging demand, the application of multi-layer bubble film machines is becoming increasingly widespread. This article will detail the usage techniques of multi-layer bubble film machines and how to improve production efficiency and reduce material waste through them.
Understanding the Multi-layer Bubble Film Machine
To master the operation of a multi-layer bubble film machine, a thorough understanding of its complex structure and advanced working principles is essential.
Basic Structure of a Bubble Film Machine
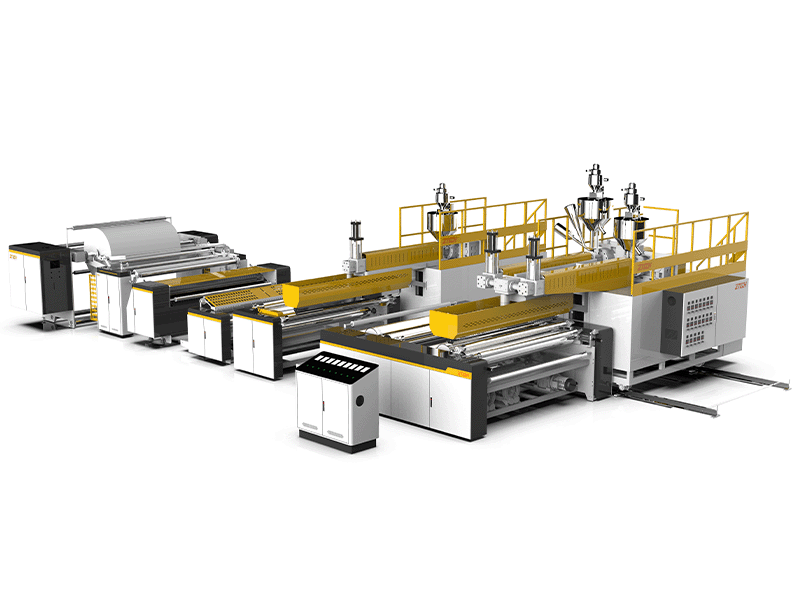
A standard multi-layer bubble film machine typically consists of the following core components:
Extrusion System: Contains multiple extruders used to heat, melt, and extrude raw materials such as polyethylene. Multi-layer designs often include multiple sets of extruders to achieve co-extrusion of different layers of material.
T-Die: The molten plastic flows out through a high-precision T-die, forming a smooth film.
Forming Roller: This is the core of bubble production, forming regular, uniform bubbles on the film through vacuum adsorption.
Winding and Cutting System: An automatic winding machine is responsible for winding the finished bubble film into rolls and cutting it to the set length.
Key Benefits of Using an Air Bubble Film Machine
In the highly competitive packaging market, introducing an advanced air bubble film machine is not merely an upgrade of equipment, but a transformation of production logic.
Significantly Improved Production Efficiency
Modern air bubble film machines utilize a highly automated PLC control system. This means that most processes, from feeding and temperature control to winding, can be operated unmanned or with minimal human intervention. Compared to traditional manual or semi-automatic packaging solutions, multi-layer bubble film machines enable continuous large-scale production.
Cost Control
High-precision air bubble film machines can precisely control the film thickness distribution. Through advanced sensors and feedback systems, operators can adjust the extrusion rate in real time, avoiding raw material waste caused by uneven thickness. Furthermore, multi-layer co-extrusion technology allows for the use of a certain proportion of recycled materials in the intermediate layers, saving significant raw material procurement costs.
Energy Saving and Environmental Protection
In response to the global call for sustainable development, the new generation of multi-layer bubble film machines has made significant improvements in energy consumption optimization. At the same time, since bubble film itself is a lightweight packaging material, it reduces the carbon footprint during transportation compared to bulky cardboard or foam blocks.
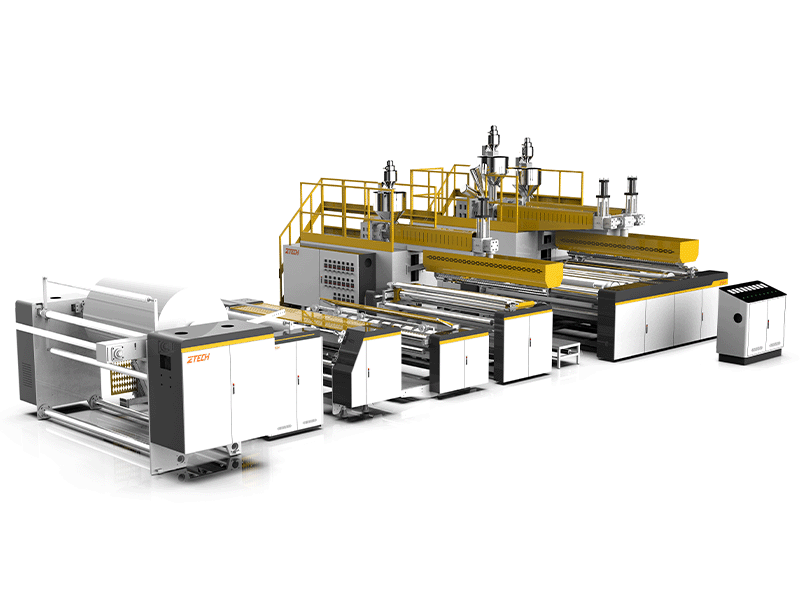
3 layer air bubble film machine
Essential Tips for Operating a Multi-layer Bubble Film Machine
Operating a multi-layer bubble film machine is a technical task, requiring operators to have meticulous observation skills and a keen grasp of parameters.
Strict Pre-Operation Checks
Before starting the air bubble film machine, the following checks must be performed:
Temperature Preheating: Ensure all temperature zones of the extruder have reached the set temperature and maintain this temperature for at least 20-30 minutes to ensure a thoroughly uniform melt and prevent "cold material" from damaging the screw.
Raw Material Quality: Check if the PE granules are damp or contain impurities. If using a multi-layer bubble film machine to produce multi-layer products, confirm the correct formulation ratio in each hopper.
Circulating Water Cooling: Ensure the circulating water flow in the forming rollers and cooling system is normal and the pressure is sufficient, as this directly affects the bubble setting effect.
Correct Adjustment of Bubble Film Layer Number and Thickness
Adjusting the number of layers and thickness of the multi-layer bubble film machine requires coordinating several variables:
Thickness Adjustment: By adjusting the gap size of the die gaps and the speed of the traction rollers. If the traction speed is too fast, the film will become thinner; if the extrusion volume increases, the film will become thicker.
Bubble Fullness: Adjust the negative pressure intensity of the vacuum pump. For thicker multilayer films, stronger vacuum suction is usually required to ensure complete bubble formation.
Layer Control: Switch the extruder operation status according to production requirements. When operating the air bubble film machine, ensure that the temperature difference between each layer during lamination is not too large, otherwise delamination may occur.
Safe Operation
Safety is always the top priority when operating a multi-layer bubble film machine. Never place your hands near the hot die head or high-speed rotating pressure rollers while the machine is running. Regularly check the insulation of the electrical wiring and ensure the emergency stop button is always available.
Maintenance Guidelines for Air Bubble Film Machines
Regular maintenance is crucial for ensuring the long-term stable operation of the air bubble film machine and preventing unexpected downtime.
Daily Cleaning and Lubrication
Die Head Cleaning: After production or when changing raw materials, use a copper spatula to clean the die head flow channel to prevent carbon buildup from plastic degradation from affecting the film surface smoothness.
Roller Cleaning: Dust or static electricity easily accumulates on the surface of the forming rollers. Wipe them regularly with a non-woven cloth to ensure that the finished multi-layer bubble film machine produces crystal-clear bubbles without scratches.
Lubrication System: The gearbox, bearing housings, and other transmission parts require regular lubrication with oil or high-temperature grease. Good lubrication not only reduces noise but also prevents parts from being damaged due to overheating from friction.
Regular Inspection of Vulnerable Parts
Heater Inspection: If the heating coils of the air bubble film machine are partially burned out, it will lead to uneven temperature control. The ammeter should be checked monthly to ensure that each heating zone is working properly.
Filter Replacement: The filter at the front of the extruder blocks impurities, and the pressure will increase as production progresses. Timely replacement of the filter not only ensures film quality but also reduces the burden on the motor.
Vacuum System: Regularly clean the holes inside the vacuum roller to prevent them from being clogged by plastic residue, which can lead to poor bubble formation.
Tips for Extending Equipment Life
To extend the lifespan of the multi-layer bubble film machine, in addition to daily maintenance, operators should develop the habit of "low-pressure start and smooth speed increase." Avoid frequent and forceful start-ups and shutdowns, as these can severely damage the motor and frequency converter. Furthermore, during the hot summer months, ensure adequate ventilation in the workshop to guarantee good heat dissipation for the air bubble film machine's control cabinet.
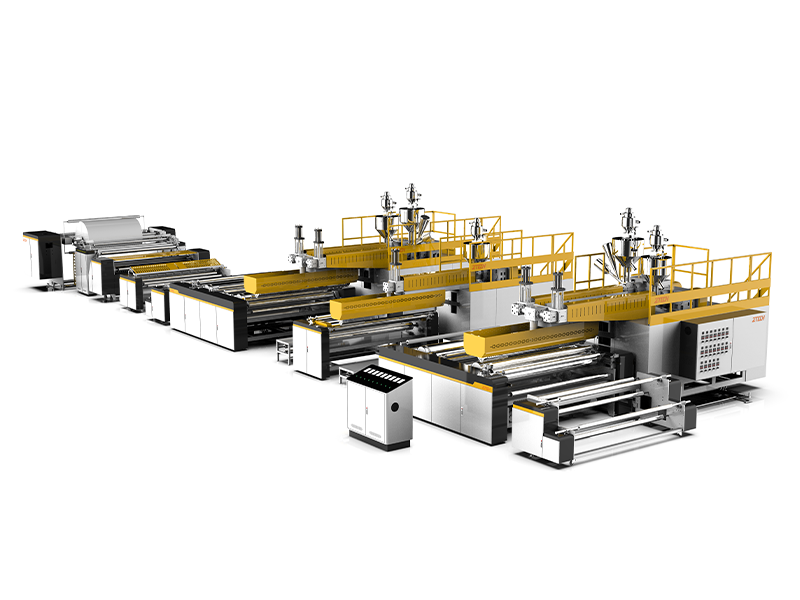
7 layer air bubble film machine
Troubleshooting Common Issues in Multi-layer Bubble Film Machines
Even the most advanced multi-layer bubble film machines are prone to problems during long-term operation. Mastering quick troubleshooting methods is an essential skill for experienced operators.
Bubble Bursting or Unevenness
This is one of the most common problems in air bubble film machine production.
Insufficient Vacuum: Check the vacuum pump pressure or inspect the forming roller surface for leaks.
Improper Temperature Setting: If the temperature is too high, the film melts excessively, making bubbles prone to bursting; if the temperature is too low, the film is too hard and cannot be sucked into the forming holes.
Material Formulation: Check if too much recycled material has been added, resulting in insufficient tensile strength to maintain the bubble shape.
Layer Adjustment Issues
Lamination may occur when producing 3-layer or 5-layer films using a multi-layer bubble film machine.
Insufficient lamination pressure: Increase the pressure of the lamination rollers to ensure full adhesion of each layer under hot conditions.
Excessive temperature difference: Ensure the melt temperature from multiple extruders is similar.
Excessive cooling: Appropriately reduce the cooling intensity before the lamination point to retain sufficient residual heat for bonding.
Machine Noise or Vibration Issues
Belt wear: Check for loose or worn drive belts and replace if necessary.
Bearing failure: If the air bubble film machine emits a sharp metallic grinding sound, it is usually due to insufficient bearing lubrication or damaged ball bearings; stop the machine immediately and replace the bearings.
Unstable foundation: Ensure the multi-layer bubble film machine is installed on a level and solid concrete surface and tighten the anchor bolts.
Optimizing Production Efficiency with Multi-layer Bubble Film Machines
Efficiency is the lifeblood of a business. By optimizing operating procedures, multi-layer bubble film machines can achieve higher performance.
Tips for increasing production speed
Increasing the speed of an air bubble film machine is not as simple as turning a knob.
Optimize Cooling Capacity: As speed increases, the residence time of the film on the rollers decreases. The flow rate of the circulating cooling water must be increased or the water temperature reduced to ensure the film is thoroughly cooled before entering the winding stage.
High-Flow-Rate Raw Materials: Selecting raw materials with suitable melt flow rates allows the machine to maintain stable extrusion even at high speeds.
Maximize Material Utilization
Leveraging the multi-layer advantages of a multi-layer bubble film machine, a "sandwich" material layout can be implemented. For example, 30%-50% recycled material can be filled in the middle layer, while the outer layer uses high-quality virgin material containing opening agents and slip agents. This not only significantly reduces costs but also ensures that the sealing properties and appearance of the bubble film are not affected.
Conclusion
Operating and maintaining a multi-layer bubble film machine is a systematic project. From every pre-start check to fine-tuning parameters during operation and calmly handling malfunctions, every step determines the quality of the final product. By deeply understanding the working mechanism of air bubble film machines, manufacturing companies can significantly reduce losses and improve production efficiency.
As a leading manufacturer in the industry, Ztech is committed to providing you with customized technical support and equipment optimization solutions.